Dans ce troisième chapitre du Guide de Paramétrage des Impressions 3D, nous allons voir comment régler avec précision la largeur du cordon extrudé par la buse de l'imprimante.
Ce réglage s'effectue en trois étapes :
- Régler la pression du pignon d'entraînement du filament
- Régler la résolution du moteur de l'extrudeur (calibrer l'extrudeur)
- Faire une impression de test et régler le coefficient multiplicateur d'extrusion (le flow)
Ces opérations sont à effectuer dans la continuité des règles présentées dans les chapitre 1 et chapitre 2 de ce Guide.
Téléchargez ici le dossier récapitulatif de cet article avec le PDF de synthèse, les slides numérotés de tous les écrans des menus de l'imprimante et le fichier de test pour l'épaisseur de paroi.
Diamètre du filament
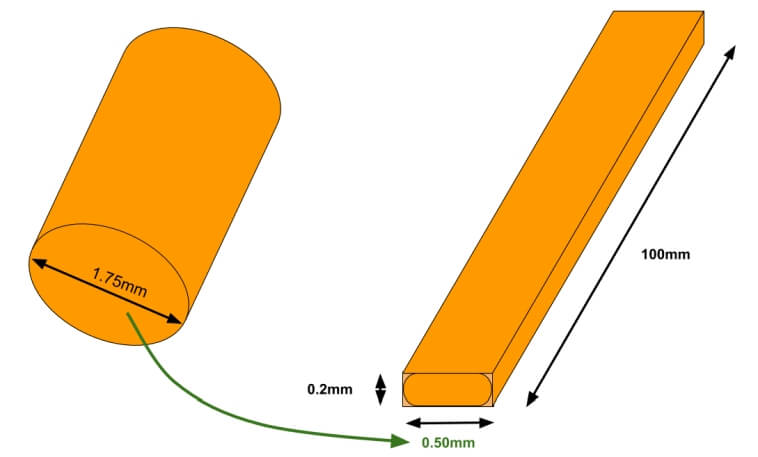
Imaginons que le logiciel ait définit qu’il fallait extruder un cordon de 0.50mm de large et 0.2mm de haut sur une longueur de 100mm. Lors de l’impression d’un boîtier par exemple.
Vous avez acheté un filament étiqueté “1.75mm de diamètre” et c’est ce que vous avez saisi dans le logiciel d’impression 3D. Si le diamètre du filament était bien de 1.75mm de diamètre, la largeur du cordon serait respectée :
Sauf que le diamètre réel du filament est 1.9mm. Dans ce cas, le cordon fera 0.54mm de large au lieu des 0.50mm attendus (je vous épargne les calculs) :
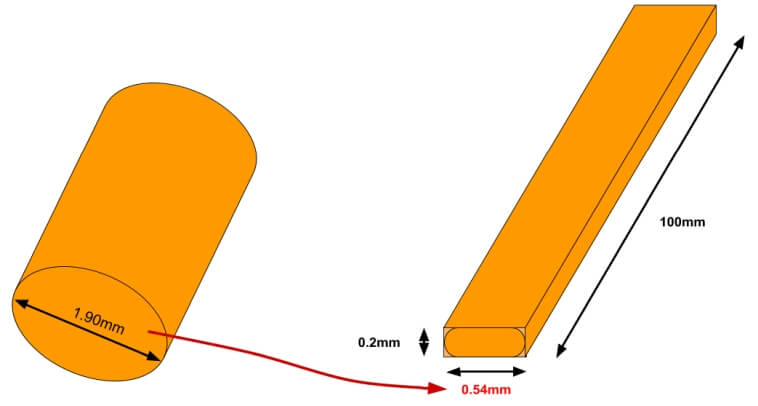
Cela va nécessairement faire baisser la qualité de l’impression car trop de plastique apporté par rapport à ce qui est prévu peut provoquer des bulles ou des coulures.
Pour éviter ce risque, il suffit de mesurer le diamètre réel de votre filament directement sur la bobine puis de le saisir dans le logiciel, et ce à chaque nouvelle bobine.
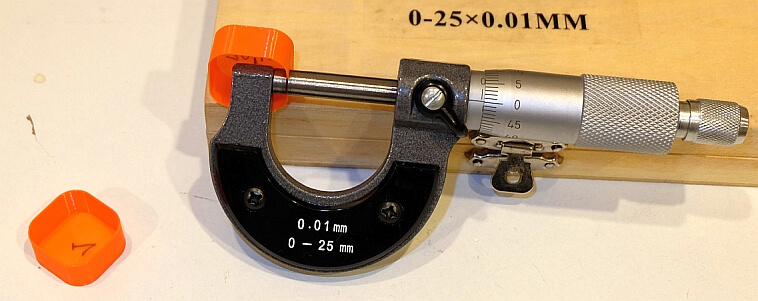
Vous pouvez effectuer la mesure avec un micromètre, qu’on appelle aussi un palmer. En voici un par exemple qui est correct pour un prix plus que raisonnable :

Si vous préférez la polyvalence d’un pied à coulisse, préférez un modèle de qualité et à vernier (pas besoin de piles qui se déchargent, et tout aussi précis qu’un modèle numérique qui se dérègle tout le temps). Ce Mitutoyo japonais par exemple :
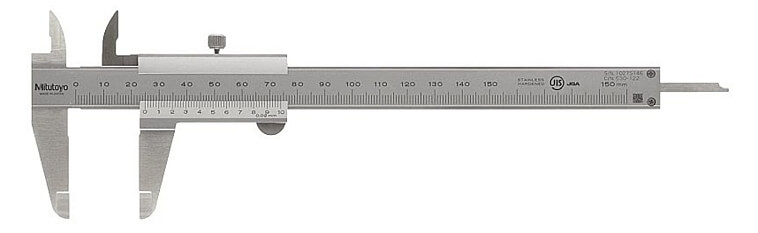
Si vous ne savez pas lire le vernier d’un tel pied à coulisse, faites une petite recherche Google, il y a plein de tutoriels, c’est très facile.
Pression du système d’entraînement du filament
Pour que le filament soit tenu fermement lors de l’entraînement il faut s’assurer que la pression de pincement du système d’entraînement soit suffisante, sinon le pignon d’entraînement risque de riper ce qui entraînera des manques de matière.
D’un autre côté, il ne faut pas non plus que la pression de pincement soit trop forte, car alors elle pourrait déformer le filament qui pourrait avoir du mal à coulisser en aval du système, surtout dans les tubes Bowden.
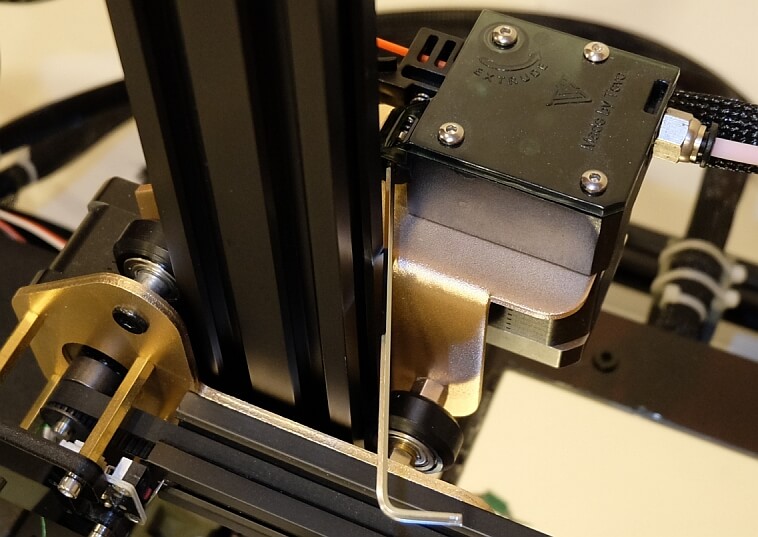
Le réglage se fait généralement à l’aide d’une vis qui joue sur la compression d’un ressort :
Sur ma Tevo Tornado, un filament de PLA est retenu avec une force environ équivalente à un poids de 2kg (20 Newtons) avant de riper (voir la démonstration dans la vidéo).
Concernant la déformation du filament de PLA, un simple passage sur le pignon en tournant la roue d’entraînement à la main, sur l’imprimante froide, ne fait quasiment aucune marque.
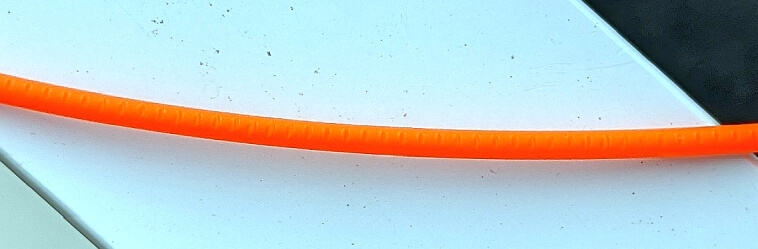
Un filament qui a été utilisé pour une impression, est légèrement marqué, sans être déformé, avec des marques régulièrement espacée :
Résolution du système d’entraînement du filament
Il faut s’assurer que si on demande au moteur de tirer 100mm de filament, le filament va bien avancer de 100mm. Pour cela il faut régler les pas par millimètres de l'extrudeur (steps/mm ou step_per_unit).
Théoriquement, la résolution de l'extrudeur en pas/mm est calculée à partir des paramètres mécanique et électroniques du système d'entraînement du filament.
Par exemple pour l'extrudeur Titan de la Tevo Tornado, si on tient compte de toute la chaîne électronique et mécanique, la résolution est de 418.5 pas par millimètre de filament "tiré" par l'extrudeur (car le moteur est un 200pas/tour sur la Tornado, si le moteur était un 400pas/tour, la résolution serait de 837 pas par millimètre).
On devrait donc, dans un monde idéal, utiliser simplement la valeur fournie par le constructeur.
Mais on constate dans la pratique que sur les machines amateurs il y a souvent une différence non négligeable entre les valeurs théoriques et les valeurs observées (c'est ce qu'on appelle la vraie vie 😁). C'est dû à l'accumulation de petites erreurs de position et de dimensions dans la chaîne cinématique, qui sont d'autant plus sensible que les machines amateurs sont de petites dimensions.
Donc il faut affiner la résolution théorique par des essais pratiques. Ce que même des constructeurs renommés recommandent, voir par exemple ici l'article du fabricant du Titan himself.
Important : La procédure est à effectuer avec le filament que vous utilisez le plus souvent, car la nature du filament peut jouer sur la résolution. Pour les autres filaments, on compensera la différence en jouant sur le coefficient multiplicateur d'extrusion (le flow, ou débit), comme indiqué en dernière partie de cet article.
Voici la procédure à suivre pour calibrer l'extrudeur :
- Mettre la buse en chauffe et charger votre filament le plus utilisé
- Utiliser le panneau de contrôle de l’imprimante pour noter la résolution actuelle de la commande du moteur de l’extrudeur
- Prendre un réglet et un marqueur et faire deux marques sur le filament à 100 et 110mm de l’extrudeur
- Utiliser le panneau de contrôle de l’imprimante pour faire avancer le filament de 100mm
- Mesurer la distance entre l’extrudeur et la marque que nous avons fait à 110mm et en déduire la distance effectivement parcourue.
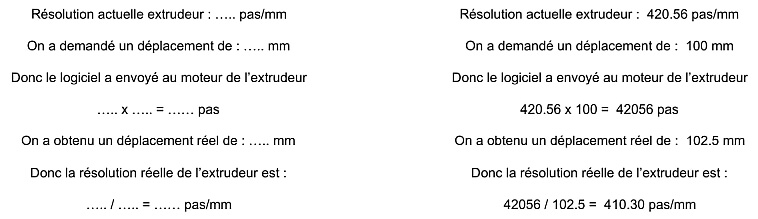
- Appliquer la formule de calcul de la résolution du système d’entraînement du filament (voir ci-dessous)
- Saisir cette nouvelle valeur dans l’imprimante
- Sauvegarder les paramètres dans la mémoire permanente
Tous les écrans de cette procédure pour les imprimantes du type CR-10, Tevo Tornado, etc. sont détaillés dans un fichier pdf inclus dans le dossier récapitulatif du présent article (Téléchargement ici). Voici un modèle du calcul à mener, avec un exemple :
Largeur du cordon
Maintenant que tous ces contrôles sont faits, nous allons enfin régler finement la largeur du cordon extrudé en jouant sur le coefficient multiplicateur d'extrusion.
Avant toute chose, il faut vérifier que le coefficient multiplicateur d’extrusion est réglé sur 1 dans le logiciel d’impression. Si ce n’est pas le cas, remettez-le à 1.
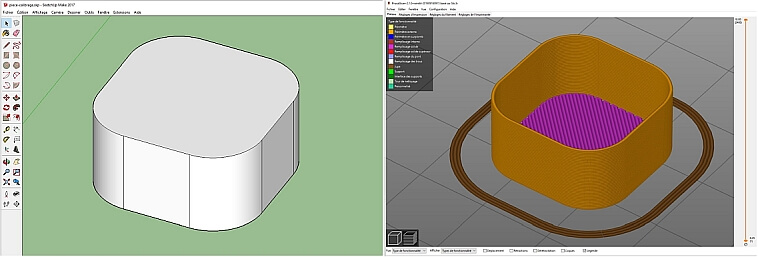
Il faut imprimer la pièce suivante en mode vase, avec une seule couche de base (c'est plus rapide et suffisant). Le fichier STL de la pièce est dans le dossier à télécharger.
Attention à bien utiliser les paramètres que vous avez défini en suivant les chapitres 1 et 2 de ce Guide de Paramétrage.
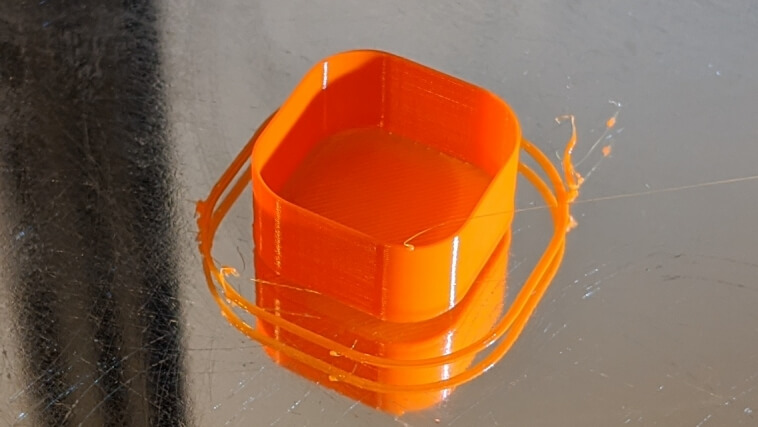
Une fois la pièce imprimée, il faut tout d’abord noter dessus le coefficient multiplicateur utilisé. Ce sera 1 pour cette première pièce.
On mesure ensuite l’épaisseur de la paroi pour voir si elle correspond à la largeur de cordon demandée. Comme pour le diamètre du filament, la mesure se fait idéalement avec un micromètre, ou à défaut avec un pied à coulisse de bonne qualité.
On effectue ensuite un “produit en croix” pour corriger la valeur du coefficient multiplicateur d’extrusion :
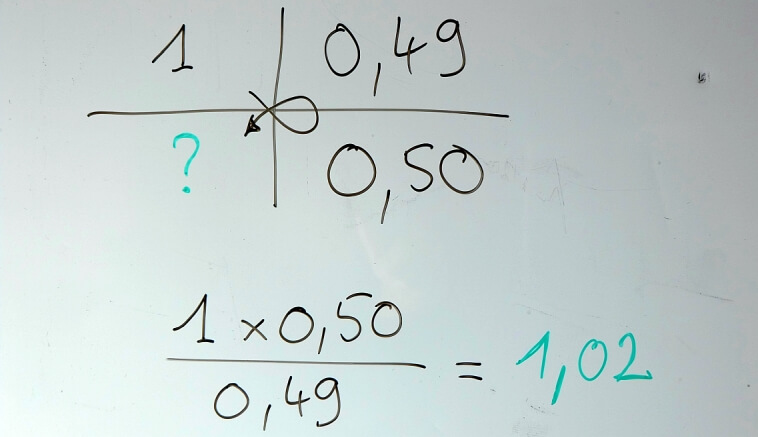
On saisit le nouveau coefficient dans le logiciel (dans les paramètres du filament) et on refait une impression de test. Normalement la deuxième est la bonne, au pire la troisième :
Good job !
Voilà, normalement vos impressions doivent sortir super propres. Pensez bien à noter vos paramètres dans le tableau que je vous ai fourni dans le chapitre 2.
A bientôt !
Renaud.
P.S.: Les liens Amazon fournis dans ce document sont des liens affiliés. Merci de passer par eux si vous faites un achat de micromètre ou de pied à coulisse, cela me permettra de toucher une petite commission, sans que cela ne modifie le prix que vous aurez à payer 😀.