Vous galérez sur la qualité de vos impression 3D 😫? Vous ne savez pas quels paramètres utiliser ? quelle vitesse ? quelle température ?quelle largeur de cordon ? quelle épaisseur de couche ? quelle rétractation ? On va arranger ça 😀!
Téléchargez ici le PDF récapitulatif avec un tableau d'aide au choix et toutes les explications.
Dans ce guide en plusieurs chapitres je vous donne une méthodologie simple, avec des valeurs numériques, pour définir vos paramètres d'impression. Et à chaque fois je vous explique le pourquoi des choses afin que vous compreniez et maîtrisiez votre imprimante et vos filaments.
Ceci est le premier chapitre de mon guide de paramétrage de vos impressions 3D. Vous pourrez vous y référer chaque fois que vous utilisez un nouveau type de filament et que vous voulez obtenir des impressions de qualité.
5 règles à appliquer (et à comprendre)
- Il ne faut pas éteindre ou débrancher votre imprimante tout de suite à la fin d'une impression, il faut attendre que le ventilateur de la tête chauffante s'arrête.
- L'épaisseur de couche maximale sera de 80% du diamètre de buse.
- L'épaisseur minimale de la première couche sera de 0.2mm (mais attention à la règle n°2).
- Tant qu'on est pas expert en impression 3D, la largeur de cordon doit être au minimum le diamètre de la buse.
- Tant qu'on est pas expert en impression 3D, la largeur de cordon doit être et idéalement le double de la hauteur de couche (mais attention à la règle n°4).
Ces 5 règles forment le premier chapitre de mon Guide Ultime de paramétrage 😉.
Je vais vous les expliquer en détail.
Prenez le temps de tout regarder et de bien assimiler ces bases, elles sont importantes pour être à l'aise avec les chapitres qui suivront.
J'ai pu réaliser ce guide grâce à l'aide de Thierry Monnot du blog TheBreizMaker, un maker qui utilise l'impression 3D depuis plusieurs années et qui m'a fourni beaucoup d'informations. J'ai mixé nos échanges avec mes propres pratiques et avec des informations trouvées à différents endroits sur le net pour concevoir et agencer la méthodologie que je vous présente ici et qui est unique.
Ce guide et cette approche pédagogique représentent un boulot de dingue. En retour, si vous y trouvez de l'intérêt, je vous remercie de le partager avec vos amis. Cela me permettra d'augmenter la notoriété de TamTam3D et d'entretenir de ce fait mon enthousiasme pour produire des articles et vidéos de qualité.
Imprimantes concernées
Toutes les imprimantes à dépôt de filament fondu sont concernées par les problématiques de calibrage.
C'est cependant plus particulièrement vrai pour les imprimantes chinoise low-cost qui sont souvent vendues sans explications détaillées. Il s'agit par exemple des Creality CR ou Ender, Alphawise U, ou Tevo Tornado. Si vous avez l'une de ces machines, ou que vous envisagez d'en acheter une, le présent guide vous sera fort utile.

Pour les imprimantes Prusa, Dagoma ou autre Ultimaker, la problématique du calibrage est moins présente car elles font partie d'une offre plus globale. Il y a fort à parier qu'en utilisant les filaments recommandés et les préréglages fournis on obtienne déjà une bonne voire très bonne qualité d'impression. Ce guide n'est donc pas forcément essentiel aux possesseurs présent ou futur de ces machines, mais leur apprendra probablement quand même quelques trucs très importants, surtout aux débutants.
Bref, quelle que soit votre machine, suivez le guide !
Petite mise en garde préalable
Les valeurs, formules et techniques présentées forment mon approche pour bien débuter le calibrage d'une impression 3D.
Mais il n'y a pas de vérité universelle en impression 3D, car le nombre de paramètres pouvant varier est très important. Vous pourrez donc trouver d'autres approches ou valeurs maxi et mini sur le net, notamment en terme de vitesse, d'épaisseur de couche ou de largeur de cordon.
Mon conseil est de d'abord maîtriser votre process de base avec les valeurs de référence que je vous donne, avant d'explorer les valeurs extrêmes si vous en ressentez le besoin.
Dans ce guide je pars du principe que vous utilisez une imprimante correctement montée, fonctionnelle, avec un plateau plan et réglé de niveau. Si votre plateau n'est pas plan, j'ai réalisé un article et une vidéo qui vous expliquent comment corriger simplement ce problème. Vous les trouverez en suivant ce lien.
Je pars aussi du principe que vous commencez avec un filament de qualité (= pas du premier prix, ou low cost qui peut être mal calibré, ou pas homogène, ou manquer de résine) en PLA coloré classique. Pas de paillettes, pas de fini mat, pas d'effet bois, pas d'ABS, pas de PETG. Car toutes ces "options" sont autant de variables supplémentaires par rapport à une impression de base.
Mon conseil est de maîtriser d'abord le PLA de base, qui est la matière la plus facile à imprimer. Une fois le PLA maîtrisé, vous pourrez aller vers d'autres filaments en suivant à nouveau le présent guide.
En suivant mes conseils, avec une machine bien montée et un filament de bonne qualité, vous devriez obtenir des impressions très satisfaisantes.
Explication de la Règle 1 : Comprendre l'extrudeur et en prendre soin
Dans nos imprimantes, un filament cylindrique dur est poussé par un système d'entraînement dans une tête chauffante métallique.
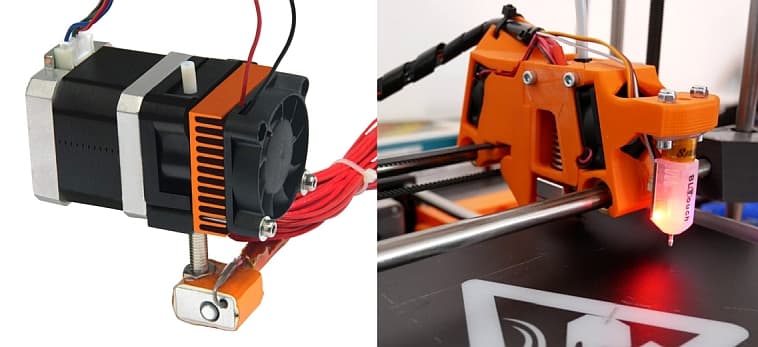
Quand l'entraînement est collé à la tête chauffante, on parle d'extrusion directe (Direct Drive en anglais). Quand l'entraînement est déporté et que le filament est guidé dans un tube souple fixé entre l'entraînement et la tête chauffante, on parle de système Bowden.
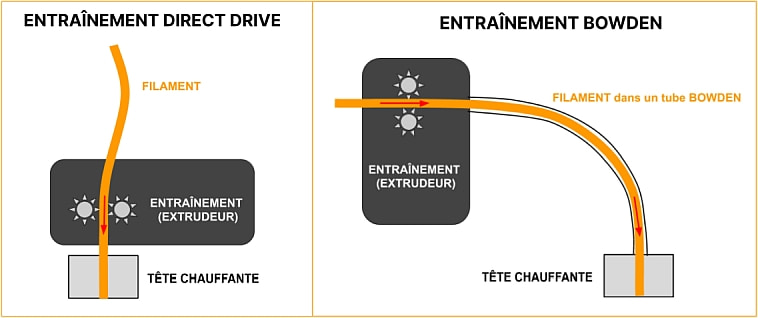
Cette distinction entre Direct Drive et Bowden a son importance dans les paramètres finaux de calibrage du filament, il me fallait donc prendre le temps de cette explication pour que nous nous comprenions bien.
Pour info, le nom "Bowden" provient de Frank Bowden, qui a inventé ce système de gaine pour les freins de vélo en 1902. 118 ans plus tard, il équipe toujours les vélos, et maintenant les imprimantes 3D !
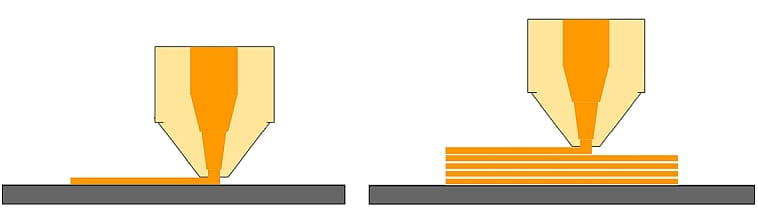
Le filament rigide est donc poussé dans une tête chauffante qui le rend pâteux. Cela permet de pousser la matière visqueuse au travers d'une buse métallique munie d'un orifice de sortie beaucoup plus petit que le diamètre du filament :
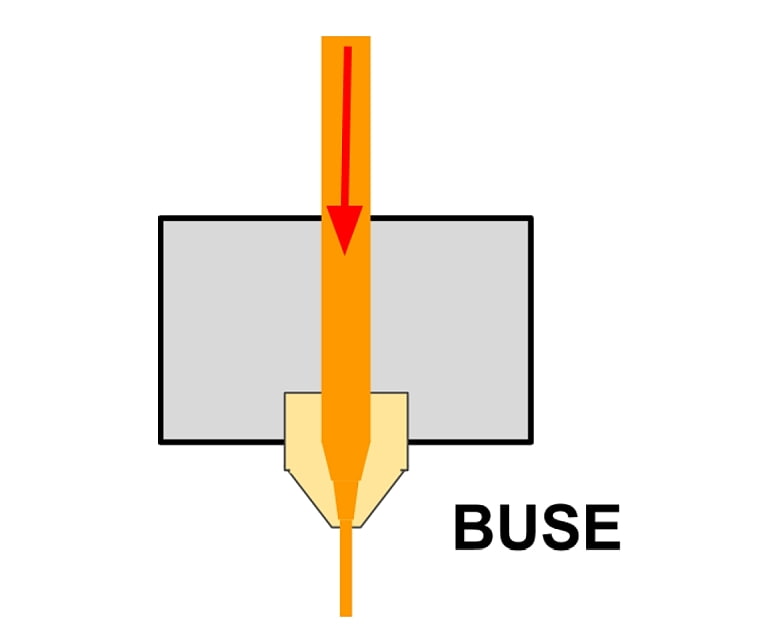
Les valeurs les plus couramment utilisées à l'heure où j'écris ces lignes sont 1.75mm de diamètre pour le filament, 0.4mm de diamètre pour la buse, et 200°Celsius pour la température de la tête chauffante.
Cette température - élevée - de la tête chauffante impose de refroidir le haut de la tête pour éviter une remontée de chaleur. En effet, si la chaleur remonte, le filament fond trop tôt, trop haut, l'extrusion va mal se passer et le plastique risque de colmater la tête.
Sur les imprimantes grand public, ce refroidissement est assuré par un ventilateur qui est asservi à la température de la tête (mesurée en permanence par une sonde). Quand la tête chauffe, le ventilateur se met en route, quand elle a refroidi après la fin d'une impression, il s'arrête.
Il y a même souvent deux ventilateurs, un pour refroidir le corps de chauffe (celui dont je vous parle) et un pour refroidir la pièce et le cordon extrudé par la buse sur la pièce. Je reviendrai sur ce deuxième ventilateur plus tard.
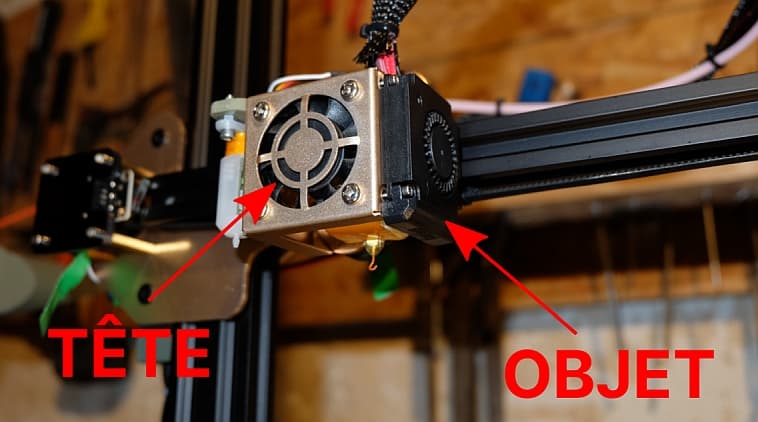
Ces explications nous amènent à la règle numéro 1 : il ne faut pas éteindre ou débrancher votre imprimante tout de suite à la fin d'une impression, car la tête est encore - très - chaude.
Si vous coupez le courant, vous coupez le ventilateur (qui tourne toujours normalement, tant que la température n'est pas descendue suffisamment), et sans le ventilateur ce sont les composants de votre imprimante qui vont évacuer les calories encore stockées dans la tête chauffante, à la place de l'air pulsé par le ventilateur. Les pièces à proximité vont alors se dégrader et faire baisser la qualité des vos impressions.
Dans le cas d'un Direct Drive, vous aurez notamment le moteur pas-à-pas de votre extrudeur qui va encaisser de la chaleur. Les bobinages risquent de ne pas apprécier le traitement très longtemps. Dans le cas d'un tube Bowden, c'est la liaison étanche avec la tête et le tube lui-même qui vont morfler. Et je vous laisse imaginer le résultat à long terme sur les têtes d'impression qui comprennent des pièces en plastique - dont le ventilateur - voire qui sont entièrement en plastique.
Téléchargez ici le PDF récapitulatif avec un tableau d'aide au choix et toutes les explications.
Explication des règles 2 et 3 : Choisir la bonne épaisseur de couche
Le cordon qui sort de la buse doit être appliqué sur une surface. Pour la première couche il s'agira de la surface du plateau (le bed). Pour les couches suivantes, il s'agira du dessus de la couche précédente.
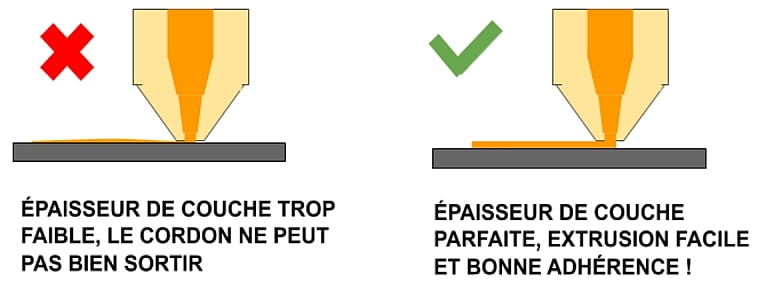
Assez intuitivement, on comprend que pour avoir une bonne adhérence avec le plateau ou entre les couches, il faut que le nouveau cordon soit suffisamment écrasé.
- Écrasé sur le plateau d'abord, car cela garantit l'adhérence de la première couche qui est vraiment la fondation sur laquelle la pièce sera bâtie. (Et comme pour un immeuble, des fondations bien réalisées garantissent un ensemble solide et droit).
- Écrasé sur la couche précédente ensuite, car cela permet à la matière chaude de transmettre localement sa chaleur à la matière solide pour la faire fondre localement et provoquer ainsi la soudure du nouveau cordon sur la couche inférieure.
Il ne faut donc pas laisser trop d'espace entre la buse et la surface d'appui du cordon extrudé :
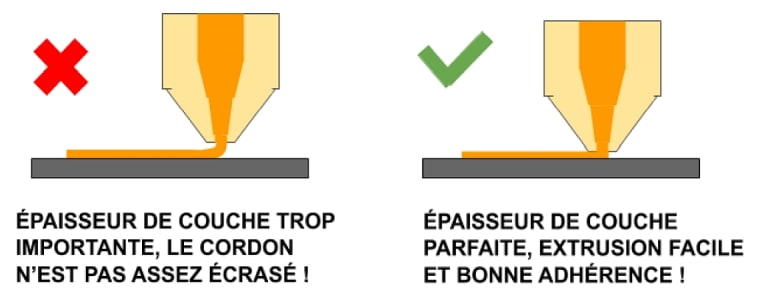
On comprend également que lorsque la première couche est déposée sur le plateau rigide, il faut quand même laisser un peu d'espace sous la buse pour laisser la matière s'écouler. Si la couche est trop fine, l'extrusion risque d'être interrompue au moindre défaut de planéité du plateau et les fondations de votre pièce ne seront pas correctes puisqu'il risque d'y avoir des manques de matières.
C'est moins un souci pour les couches suivantes car la buse est chaude et va faire refondre les excès de matière sur son passage, donc on peut avoir des couches très très fines quand on n'est plus au contact du plateau, mais pas pour la première couche.
Ce qui nous amène à la règle numéro 2 pour des impressions de qualité : L'épaisseur de couche maxi sera limitée à 80% du diamètre de buse.
Et à la règle numéro 3 : L'épaisseur mini de la première couche sera de 0.2mm (mais attention à respecter la règle numéro 2 qui prévaut).
En terme de valeurs, avec une buse de 0.4mm, on peut avoir une couche maxi de 0.4 * 80/100 = 0.32mm d'épaisseur (mettons 0.33mm pour avoir 3 couches pour 1 mm de hauteur).
D'une manière générale, les épaisseurs de couche classiques sont comprises entre 0.2 à 0.33mm. Dans ces cas de figure, pas de problème, on fait la première couche de la même épaisseur que les suivantes.
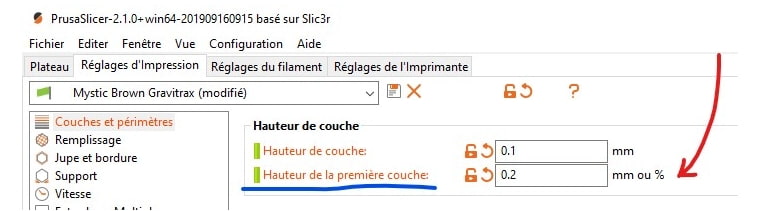
Mais dans le cas de couches plus fines - 0.1mm, voire moins - qui sont surtout utilisées par les spécialistes des figurines, il faudra changer l'épaisseur de la première couche pour l'augmenter à 0.2mm :
Plus les couches sont fines plus le résultat final est propre, mais plus l'impression dure longtemps. C'est une question de compromis entre le temps dont on dispose et la qualité que l'on souhaite obtenir.
Explication des règles 4 et 5 : Choisir la bonne largeur de cordon
On vient de voir que l'épaisseur du cordon est un paramètre important pour la solidité de la pièce dans le plan vertical (fusion des différentes couches entre elles).
Mais on est en impression 3D, et il faut aussi garantir cette solidité dans le sens horizontal, ce qui dépend de la précision et de la régularité de la largeur du cordon.
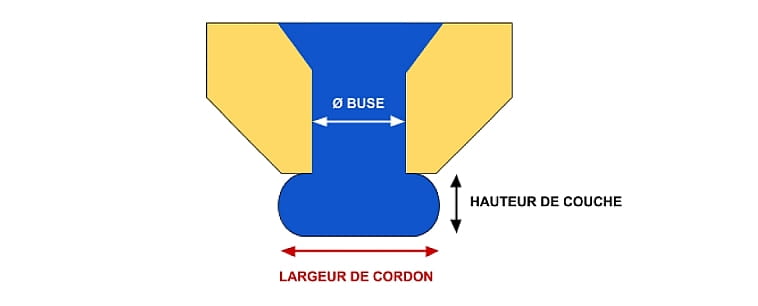
Quand on débute l'impression 3D on peut se dire intuitivement, en première approche, que largeur de buse = largeur de cordon.
En tout cas moi c'est ce que je croyais. Buse de 0.4mm = cordon de 0.4mm de large. Mais c'est inexact, ce n'est ni représentatif de la réalité, ni représentatif des possibilités.
Pour s'en convaincre et mieux comprendre, voici la vidéo d'un pâtissier montrant comment avec la même poche à douille, il obtient des cordons de largeur différentes :
En impression 3D, c'est pareil : en faisant varier la quantité de filament poussée par l'extrudeur pendant le mouvement, la même buse on peut donner plusieurs largeurs de cordon :
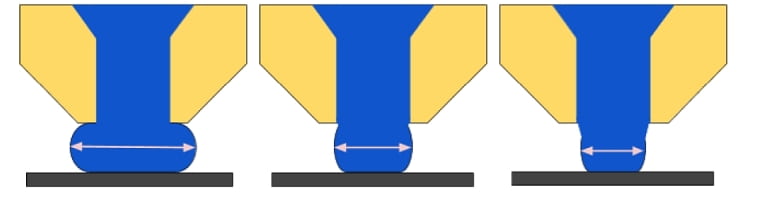
On peut même avoir une largeur de cordon inférieure au diamètre de la buse. Mais c'est un peu délicat ça. Il vaudra mieux être déjà bien à l'aise en impression 3D pour s'y essayer.
D'où la règle n°4 : Tant qu'on est pas expert en impression 3D, la largeur de cordon doit être au minimum le diamètre de la buse.
Pour obtenir des impressions de qualité quand on débute, il vaut mieux avoir une largeur de cordon légèrement plus large que le diamètre de la buse :
En terme de valeur, je vous conseille la règle numéro 5 : Tant qu'on est pas expert en impression 3D, la largeur de cordon être et idéalement le double de la hauteur de couche (mais attention à la règle n°4).
Voyons ce que cela donne avec une buse de 0.4mm de diamètre :
- si vous choisissez une hauteur de couche de 0.25mm, vous pouvez définir une largeur de cordon de 2 x 0.25 = 0.5mm.
- si vous choisissez une hauteur de couche de 0.1mm, le double fait seulement 0.2mm, c'est insuffisant vis-à-vis de la règle n°4, il faudra prendre le diamètre de la buse, soit 0.4mm.
Je vous ai créé un document PDF qui récapitule toutes ces règles, avec un tableau d'aide au choix de vos paramètres et toutes les explications.
Dans le chapitre suivant, vous verrez comment régler toutes les vitesses en impression 3D, ainsi que les critères de choix de la température d'extrusion.
Si vous ne savez pas encore comment dessiner en 3D vos propres pièces, je vous invite à suivre ma formation gratuite à la conception 3D de pièces fonctionnelles pour l'impression 3D, sur tamtam3d.fr/dessin3d
A bientôt !
Renaud.
Cet article pourrait vous intéresser : Comment corriger le plateau bombé de mon imprimante 3D ?