Vous ne comprenez pas complètement la liste des vitesses de votre imprimante 3D ? Vous ne savez pas précisément quels sont les paramètres qui influencent le choix d'une température d'impression ? Suivez le guide !
Téléchargez ici le PDF récapitulatif avec les graphiques vitesse-température vierges pour créer votre base de données personnelle.
Dans ce guide en plusieurs chapitres je vous explique les dessous de votre imprimante 3D et de son logiciel pour qu'elle devienne un outil de fabrication facile et zen à utiliser.
Ceci est le deuxième chapitre de mon guide de paramétrage de vos impressions 3D. Vous trouverez le premier chapitre ici.
Choix d'une vitesse d'impression
La vitesse de déplacement de la buse se choisit en fonction de la qualité d'impression souhaitée.
D'une manière générale, et pour rester simple, plus la vitesse augmente moins la qualité est bonne, et vice-versa.
Lorsqu'on regarde le paramétrage des vitesses d'un logiciel d'impression 3D, on peut être un peu perdu. Il n'y a pas UNE vitesse, il y a DES vitesses :
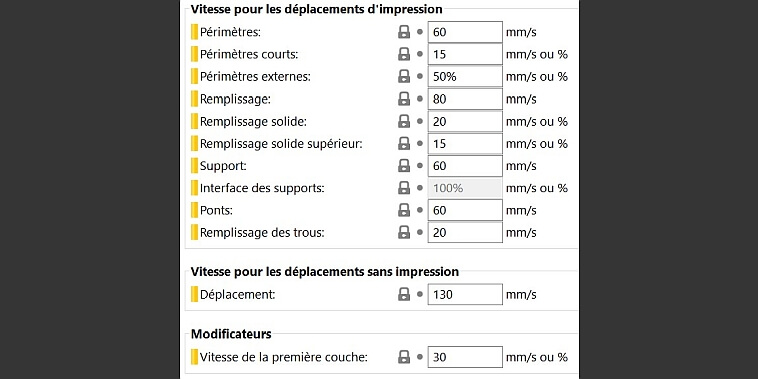
- Dans cette liste de vitesses, la vitesse de référence est celle des périmètres internes.
Si vous lisez sur internet "j'imprime à 60mm/s", c'est d'elle qu'on parle. C'est la vitesse de la buse lorsqu'elle extrude les cordons qui forment la partie non-visible de la coquille de la pièce imprimée, à l'exception des parties horizontales.
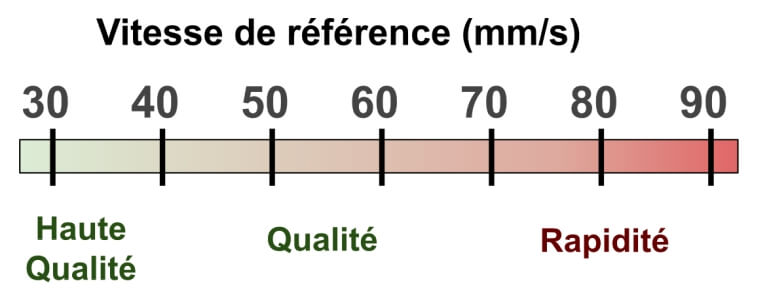
En terme de valeurs, sur les imprimantes actuelles, une vitesse de référence de 50mm/s ou 60mm/s est plutôt qualitative, alors qu'à 80 ou 90mm/s on est cherche à gagner du temps, au détriment de la qualité. Pour faire de la haute qualité, on pourra baisser encore en vitesse, à 40, voire 30mm/s.
Les vitesses qui découlent de cette vitesse de référence peuvent être exprimés soit en pourcentage de celle-ci, soit en valeur absolue.
L'utilisation des pourcentages évite d'avoir à recalculer les valeurs quand on modifie la vitesse de référence. Ici par exemple les périmètres externes seront parcourus à 50% de 60mm/s soit 60 x 50 / 100 = 30 mm/s.
- Les périmètres courts sont les périmètres des détails : les petits trous, les petits îlots.
Ces trajets nécessitent une vitesse lente sinon le filament n'a pas le temps de s'extruder au bon endroit avant que la tête ne change de direction, et les dimensions ne sont pas respectées (trous et îlots plus petits que prévu).
On réduit donc significativement la vitesse pour ces périmètres : 15, voire 10mm/s pour respecter les dimensions. Notez que même avec une vitesse faible, il faut quand même souvent surdimensionner les petits trous à la conception pour obtenir le diamètre voulu.
- Les périmètres externes sont les cordons qui forment toutes les parties visibles de l'objet qui ne sont pas horizontales.
Pour ces périmètres, on est en recherche de qualité, donc on baisse la vitesse. On prend classiquement 50% de la vitesse des périmètres internes. Attention cependant, s'il y a de trop gros défauts sur les périmètres internes, ils ne pourront pas être rattrapés par le périmètre externe, même avec une vitesse basse.
- La vitesse de Remplissage est la vitesse de la buse lorsqu'elle extrude les cordons qui forment le maillage interne des objets imprimés en 3D.
Ces cordons sont invisibles de l'extérieur, donc leur qualité visuelle importe peu et on peut les extruder à grande vitesse. Attention toutefois, ce sont eux qui apportent de la solidité à l'objet. Si on va trop vite, on diminue la cohésion entre les couches et de ce fait on diminue la solidité de la pièce. 80 ou 90mm/s sont des vitesses classiques.
- Sautons quelques lignes pour passer à la vitesse des Ponts. Cette vitesse est utilisée à chaque fois qu'un cordon est extrudé "en l'air".
Les ponts apparaissent dans deux cas de figure :
- le plus évident est lors de la jonction entre deux "poteaux" d'une pièce
- le plus fréquent (mais auquel on ne pense pas forcément), lors de la fermeture d'un maillage interne par une surface horizontale pleine
- le plus fréquent (mais auquel on ne pense pas forcément), lors de la fermeture d'un maillage interne par une surface horizontale pleine
Lors de la création d'un pont, le plastique se solidifie sous l'action du ventilateur de refroidissement, au fur et à mesure de son extrusion. Il ne faut pas aller trop doucement, car la buse chaude doit rapidement s'éloigner de la zone qui durcit. On utilise généralement la même vitesse que pour les périmètres internes (la vitesse de référence du début).
- Remontons un peu jusqu'à la ligne Remplissage solide supérieur : c'est la vitesse utilisée pour les couches horizontales au-dessus desquelles il n'y a plus rien, il y a l'air.
Ces couches sont visibles et donnent le fini du dessus de la pièce, elles sont donc généralement parcourues à faible vitesse pour bien lisser la surface. On peut prendre par exemple la vitesse des périmètres courts (15mm/s).
Si l'aspect du dessus de la pièce n'est pas un critère important, il est intéressant d'augmenter cette vitesse pour gagner du temps. On peut par exemple mettre la même vitesse que les périmètres externes (30mm/s).
- On peut enfin passer à la vitesse de Remplissage solide. Il s'agit des cordons qui forment les surfaces horizontales et qui ne sont ni des ponts, ni des surfaces solides supérieures.
Ce sont typiquement les couches pleines en contact avec le plateau, et les couches pleines situées entre les ponts et la surface supérieure. Les remplissages solides peuvent s'exprimer en pourcentage de la vitesse de remplissage initiale, celle du maillage interne
- Les Supports sont les cordons qui servent à créer des structures légères pour supporter les porte-à-faux et les ponts.
On prend généralement la vitesse de référence pour les créer.
- La vitesse de Remplissage des trous correspond aux cordons qui ont une section inférieure à la section demandée parce qu'il n'y a pas assez de place pour un cordon standard.
Cette forme de remplissage est assez similaire à du remplissage solide, donc on reprend généralement la vitesse du remplissage solide.
- La vitesse des Déplacements est la vitesse de la tête dans tous les déplacements où elle n'extrude pas.
On peut aller très vite, il n'y a pas d'extrusion. Les limites sont celles de la mécanique de la machine.
- Toutes ces vitesses peuvent être modulées pour la première couche afin d'optimiser l'adhérence sur le plateau. Le paramètre Vitesse de la première couche supplante ainsi tous les autres sur la première couche s'il est exprimé en mm/s ou bien il module tous les autres s'il est exprimé en pourcentage.
Influence de la vitesse sur la température
Pour une vitesse de déplacement de la buse choisie, il existe une température d'extrusion idéale. Si on augmente la vitesse, il faut augmenter la température.
Explication : Plus la tête d'impression se déplace vite, plus le filament va devoir s'écouler rapidement de la buse :
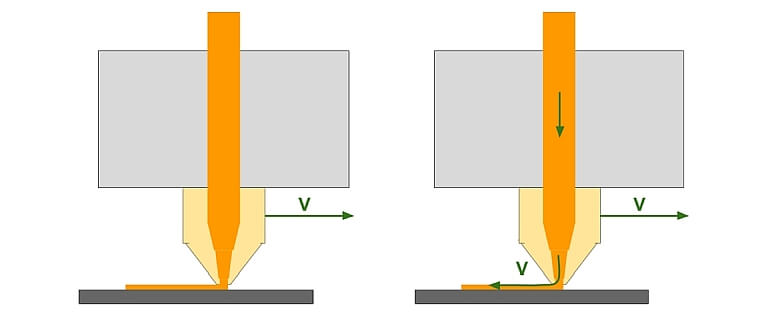
Et plus le filament doit s'écouler rapidement, plus la transition entre l'état solide et l'état fluide du filament doit être rapide. C'est-à-dire que sur un même intervalle de temps, le corps de chauffe va devoir transmettre plus de calories au filament :
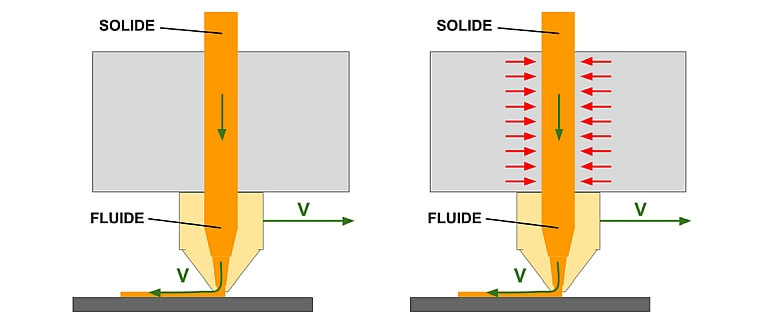
Et pour ça il faut augmenter la température.
Plus de vitesse, plus de température, moins de vitesse, moins de température.
Mais par quelle valeur commencer ?
Choix d'une température d'extrusion
Et bien, vous allez utiliser en première approche la valeur fournie par le vendeur du filament que vous avez acheté.
Mais vous devrez ensuite faire des essais et ajuster la température en fonction de vos observations et de votre matériel. Il y a parfois des différences de 15 ou 20°C par rapport à ce qui est conseillé :
Voici les lignes directrices qui régissent le réglage de la température :
- Plus la vitesse est élevée, plus il faudra chauffer fort.
- Plus un filament est foncé, plus il faudra chauffer fort. C'est lié à la quantité de pigments ajouté dans les filaments foncés. C'est flagrant entre le noir et le blanc d'une même marque. Un PLA blanc ou translucide pourra par exemple être imprimé à 190°C.
Sur les exemples que je vous montre, on voit d'ailleurs que la valeur moyenne pour le filament jaune est de 205°Celsius alors que le filament marron a une valeur moyenne de 215°Celsius.
- Il peut y avoir des grandes différences entre des filaments de fournisseurs différents, même si les filaments sont en apparence semblables. Il ne faut pas hésiter à baisser ou augmenter la température si c'est nécessaire.
- On en a généralement pour son argent. Les filaments low-cost donnent souvent de moins bons résultats que les filaments plus chers.
- Plus on monte en température, plus la fusion entre les cordons est facile et se passe bien, mais plus on a de bavures et des fils (le stringing en anglais).
Dans un premier temps, quelques essais sur de petites pièces doivent vous permettre de déterminer à 5 ou 10°C près la température qui va bien.
Conserver les données
Selon moi, il est important de noter les paramètres de vitesse et de température d'un filament en-dehors de tout logiciel, sur un support physique comme un carnet ou des feuilles dans une pochette, rangée à proximité de l'imprimante.
C'est ainsi beaucoup plus simple de retrouver les informations et ça vous donne une vue d'ensemble essentielle à la maîtrise de votre process.
Pour synthétiser ça au mieux, je vous propose un outil graphique qui permet de saisir rapidement ces informations :
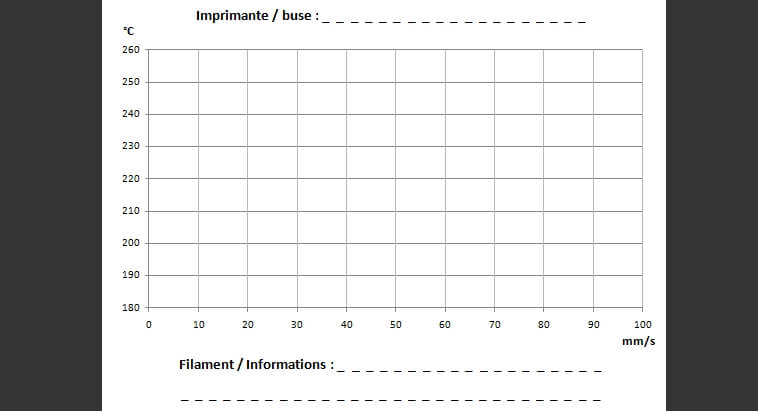
Pour un filament donné, si vous faites les essais pour un point bas et un point haut, vous pouvez trouver les valeurs intermédiaires sur le segment qui relie ces points, sans trop de risque d'erreur.
Je vous ai créé des grilles prêtes à imprimer du graphique ci-dessus ainsi qu'un document PDF qui récapitule tout cet article.
Si vous ne savez pas encore comment dessiner en 3D vos propres pièces, prenez donc le temps - avant la prochaine vidéo de ce guide - de suivre ma formation gratuite à la conception 3D de pièces fonctionnelles pour l'impression 3D, sur tamtam3d.fr/dessin3d
A bientôt !
Renaud.
Cet article pourrait vous intéresser :Paramètres pour des Impressions 3D Précises et Réussies